

News
Hydrogen Embrittlement
1/5/24

Steel fasteners exposed to hydrogen can fail prematurely at a stress level well below the fastener’s yield strength.Theory of Keeping it Together
1/4/24 Clamp load, also called preload is designed in a bolt when a torque is applied to the Head or Nut. The result is a spring-like assembly. In a well designed joint, external forces are designed to act on the parts that have been compressed, and not on the fastener.
Clamp load, also called preload is designed in a bolt when a torque is applied to the Head or Nut. The result is a spring-like assembly. In a well designed joint, external forces are designed to act on the parts that have been compressed, and not on the fastener.An Angle on Torque
1/3/24A bolt and nut is in effect a spring. Obviously a bolt has to stretch to be utilized as a spring, and a very stiff spring at that. However the difference between stretching the Bolt so that it can return to its original form (elastic stretch) and stretching it permanently (plastic stretch) is often the difference between a successful joint and a failed joint.
Bolt and Nut Failures
1/2/24Bolt and Nut Failures
When a Bolt and Nut assembly is over tightened or when a bolted joint is statically over loaded in tension, failure may occur in a number of ways.
Fastening Finishes
1/1/24Zinc Finishes for Steel Fasteners
This month we have a few words on the surface treatment of steel fasteners. Hope it’s helpful.
Threaded Rods & Threading
22/11/23Threaded rods come in many diameters, lengths, materials and finishes. These headless fasteners have a wide variety of uses, and we offer a vast array from stock as well as custom products.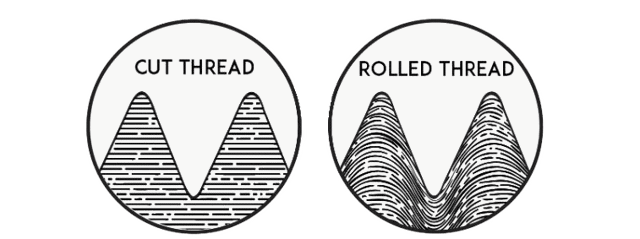
Fine vs Course Threads
1/11/23Fine vs Course threads
In the last 40 years there has been a noticeable shift from Fine threads to Course threads, and rightly so, as Fine threads cannot be said to be technically superior.
Lanotec
1/10/23
Some customers have asked about the benefits of LANOTEC as a corrosion protection against Tananlith. Well that created a deal of interest, so the team at Boltmasters went searching for the “ultimate” LANOLIN range. We believe we have found it, and much more in the LANOTEC range of products.Tapping Problems
1/9/23
Tapping problems encountered are often the fault of the tapping machine, tap holding devices and conditions of the hole to be tapped. The tapping machine should be checked for spindle, fixture and work alignment; for slipping belts, wear and power. The tap holding device should be checked as to correct type, for wear and alignment with the hole. The drilled hole should be checked for diameter, trueness in round and axis to assure correct percentage of thread engagement. Blind holes must have sufficient chip room at the bottom.Bolt Finishes
1/8/23 THE BOLTS & NUTS OF BOLT FINISHES
THE BOLTS & NUTS OF BOLT FINISHES
This month we have a few words on the surface treatment of steel fasteners. The team at Boltmasters hope you find this helpful.Galvanic Corrosion
1/7/23 Galvanic Corrosion
Galvanic Corrosion
The primary agents that cause corrosion is oxygen and moisture. Both are present in the atmosphere. To further complicate matters, when dissimilar metals are in contact with a liquid, they form a galvanic cell.Stainless Steel
1/6/23We as a company are getting increased calls for Stainless Steel Fasteners, but it is noticeable that there is often some confusion as to the grade appropriate for the intended use.The two most common grades are:• A2 (Metric), G304 (Imperial)
• A4 (Metric), G316 (Imperial)
The History of Threads
1/5/23